
你所在的位置:首页——热流道塑料模具设计步骤
作者:宁波蓝天电脑培训学校,时间:20210304
FANUC加工中心国弧进给编程教程
圆弧插补指令可以自动加工圆弧曲线,G02为顺时针圆弧插补指令,G03为逆时针圆弧插补指令。圆弧顺逆方向的判断方法以及用矢量I,J,K表示圆心的编程方法与前述数控铣床圆弧插补的判断方法相同。本系统还可以采用另外一种圆弧插补方法—半径法。
半径法是用圆弧半径R代替矢量法的圆心1,J,K,
程序格式为:
G17 G02(G03) X_Y_R_F_
G18 G02(G03) X_Z_R_F_
G19 G02(G03) Y_Z_R_F_
说明:
①G17, G18, G19表示选择圆弧插补平面,分别表示选择在XY,XZ,YZ平面进行圆弧插补。
②X ,Y,Z表示圆弧的终点坐标,其坐标值采用绝对坐标还是增量坐标,取决于G90或G91的状态,G91状态下终点坐标为相对圆弧起点的增量值.
③R为圆弧半径值。
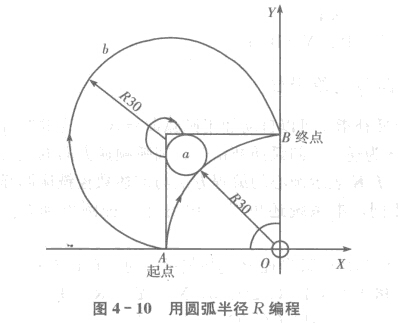
用半径法编写圆弧加工程序时应注意,在使用同一半径R的情况下,从起点A到终点B的圆弧可能有两个(图4一10),即圆弧段“与圆弧段L,编程时它们的起始点及半径都一样。为了区分二者,规定:圆弧所对应的圆心角小于1800时(圆弧段a)用“+R”表示半径,圆心角大于1800时(圆弧段b)用“-R”表示半径,圆心角等于1800时用“+R”或“-R”均可。
注意:整圆编程时不能用R,否则机床不动作,只能用I,J,K圆心矢量编写程序。
下面以图4一11中的各圆弧线段为例,说明圆弧编程的方法。
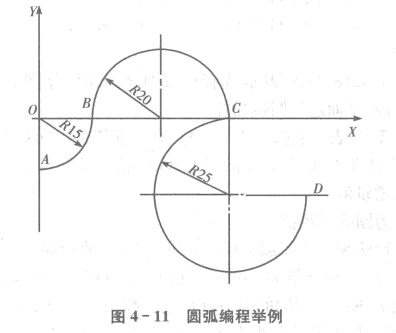
(1)用圆弧半径R编程
绝对值编程方式:
NO1 G92 XO Y一15;
N02 G90 G03 X15 YO R15 F100;(由A移至B)
N03 G02 X55 YO R20;(由B移至C)
N04 G03 XSO Y-25 R-25;(由c移至D)
NO5 M02;
增量值编程方式:
NO1 G91 G03 X15 Y15 R15 F100;
N02 G02 X40 YO R20;
N03 G03 X25 Y-25 R-25;
N04 M02;
(2)用分矢量I,J编程
绝对值编程方式:
N01 G92 XO Y-15;
N02 G90 G03 X15 YO I0 J15 F100;
N03 G02 X55 YO I20 JO;
N04 G03 X80 Y-25 10 J一25;
N05 M02;
如果圆弧是一个封闭整圆,只能使用分矢量编程。图4一12所示是一个封闭整圆,要求由A点逆时针插补并返回到A点。
其编程格式为:G90 G03 X20 YO I一20 JO F100
或G91 G03 XO YO I一20 JO F100
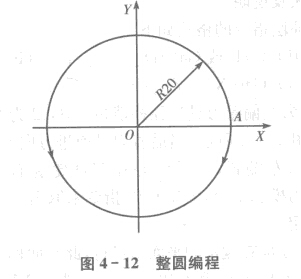
注意:编写整圆程序时,I,J不能同时为零,否则系统会发出错误信息。
联系方式
电话:15906845558
联系人: 尹老师
QQ:41780253
理论教学地址
宁波江东百丈东路1130号海运港
大厦417室
(紧邻江东欧尚超市旁)
实习教学地址
邱隘忠正模具厂
邱隘环城南路延伸段
蓝天工业设计公司
一鸣广告公司
乌托邦工业设计有限公司
行车线路

热点咨询
学校活动

象山一日游

中秋晚会

上课现场

辅导讨论

实习现场
